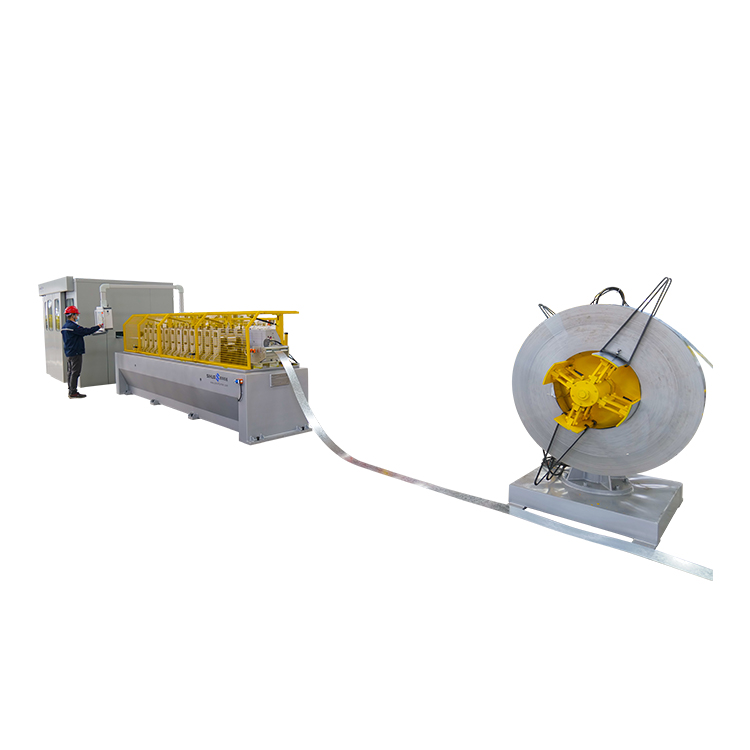
0.4-1.3mm ਚੌੜਾਈ 1300mm ਲਈ ਸਲਿਟਿੰਗ ਮਸ਼ੀਨ
| (一) ਸਟੀਲ ਕੋਇਲ ਕੱਚੇ ਮਾਲ ਦੇ ਮਾਪਦੰਡ | |
| (1) ਲਾਗੂ ਸਮੱਗਰੀ | ਗੈਲਵੇਨਾਈਜ਼ਡ ਕੋਇਲ |
| (2) ਕੱਟਣ ਵਾਲੀ ਮੋਟਾਈ | 0.4mm~1.3mm |
| (3) ਪਲੇਟ ਦੀ ਚੌੜਾਈ | 300mm~1250mm |
| (4) ਸਟੀਲ ਕੋਇਲ ਦਾ ਅੰਦਰੂਨੀ ਵਿਆਸ | Φ508mm |
| (5) ਸਟੀਲ ਕੋਇਲ ਦਾ ਬਾਹਰੀ ਵਿਆਸ | Φ1600mm |
| (6) ਕੋਇਲ ਦਾ ਭਾਰ | 15 ਟਨ |
| (二) ਮੁਕੰਮਲ ਉਤਪਾਦ ਪੈਰਾਮੀਟਰ | |
| (1) ਚੌੜਾਈ ਸਹਿਣਸ਼ੀਲਤਾ | ± 0.05 ਮਿਲੀਮੀਟਰ |
| (2) ਬਰੂਰ ਲੰਬਾਈ | 0.03 ਮਿਲੀਮੀਟਰ |
| (3) ਸਪਲਿਟ ਸਟ੍ਰਿਪਸ ਦੀ ਗਿਣਤੀ | 1mm ਪਲੇਟ ਮੋਟੀ, 25 ਪੱਟੀਆਂ |
| (4) ਲੰਬਕਾਰੀ ਸ਼ੀਅਰ ਸਿੱਧੀ | 1mm / 2000mm |
| (5) ਕੋਇਲ ਦਾ ਪੂਰਾ ਚੱਕਰ ਵਿਆਸ | Φ508mm |
| (6) ਡੀਕੋਇਲਰ ਦਾ ਬਾਹਰੀ ਵਿਆਸ | Φ1600mm |
| (三) ਉਪਕਰਣ ਦੇ ਹੋਰ ਮਾਪਦੰਡ | |
| (1) ਯੂਨਿਟ ਸਪੀਡ | 0~120 ਮੀਟਰ / ਮਿੰਟ |
| (2) ਫਰਸ਼ ਖੇਤਰ (ਲਗਭਗ) | 17 ਮੀਟਰ ਦੇ ਅੰਦਰ |
| (3) ਬਿਜਲੀ ਸਪਲਾਈ | 380V / 50 HZ ਤਿੰਨ-ਪੜਾਅ ਅਤੇ ਪੰਜ-ਤਾਰ |
| (4) ਸਥਾਪਿਤ ਸਮਰੱਥਾ | ਲਗਭਗ 160 ਕਿਲੋਵਾਟ |
| (5) ਡਰਾਈਵ ਮੋਟਰ | ਓਪਨ-ਕੋਇਲ ਮਸ਼ੀਨ AC11 KW ਮਸ਼ੀਨ ਸਾਧਾਰਨ ਮੋਟਰ AC75 KW ਮਸ਼ੀਨ ਸਾਧਾਰਨ ਮੋਟਰ AC90 KW ਹਾਈਡ੍ਰੌਲਿਕ ਸਟੇਸ਼ਨ ਮੋਟਰ AC7.5KW |
| (6) ਇਕਾਈ ਦਿਸ਼ਾ | (ਖੱਬੇ) ਤੋਂ (ਸੱਜੇ) (ਅੱਗੇ ਦਿਸ਼ਾ ਵਾਲੀ ਮਸ਼ੀਨ) ਓਪਰੇਸ਼ਨ ਕੰਸੋਲ ਵੱਲ ਮੂੰਹ ਕਰਕੇ |
| (7) ਉਤਪਾਦਨ ਆਪਰੇਟਰ | 1 ਤਕਨੀਕੀ ਵਰਕਰ ਅਤੇ 2 ਜਨਰਲ ਵਰਕਰ |
| (8) ਡਿਵਾਈਸ ਦਾ ਰੰਗ | ਨੀਲਾ |
1. ਕੋਇਲ ਕਾਰ
2. ਹਾਈਡ੍ਰੌਲਿਕ ਡੀਕੋਇਲਰ
3. ਹਾਈਡ੍ਰੌਲਿਕ ਸਹਾਇਕ ਸਹਾਇਤਾ I
4. ਲਾਈਵ ਕਰਾਸਿੰਗ ਬ੍ਰਿਜ I
5. ਸਾਈਡ ਗਾਈਡ ਅਤੇ ਸਲਿਟਿੰਗ ਮਸ਼ੀਨ
6. ਸਕ੍ਰੈਪ ਵਾਈਂਡਰ (ਦੋਵੇਂ ਪਾਸੇ)
7. ਲਾਈਵ ਕਰਾਸਿੰਗ ਬ੍ਰਿਜ II
8. ਵੱਖ ਕਰਨ ਵਾਲਾ ਅਤੇ ਟੈਂਸ਼ਨ ਟੇਬਲ
9. ਹਾਈਡ੍ਰੌਲਿਕ ਰੀਕੋਇਲਰ
10. ਹਾਈਡ੍ਰੌਲਿਕ ਸਹਾਇਕ ਸਹਾਇਤਾ II
11. ਰੀਕੋਇਲਰ 1 ਲਈ ਐਗਜ਼ਿਟ ਕੋਇਲ ਕਾਰ
2. ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ
13. ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਟਰੋਲ ਸਿਸਟਮ

1 ਕੋਇਲ ਕਾਰ (1 ਸੈੱਟ)
(1) ਮੁੱਖ ਢਾਂਚਾ: ਸਟੀਲ ਪਲੇਟ, ਵਾਕਿੰਗ ਵ੍ਹੀਲ, ਚਾਰ ਗਾਈਡ ਕਾਲਮ, ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਸ਼ਾਫਟ, ਆਦਿ।
(2) ਭਾਰ ਚੁੱਕਣ ਵਾਲਾ 15 ਟਨ, ਹਾਈਡ੍ਰੌਲਿਕ ਮੋਟਰ ਡਰਾਈਵ, 6 ਮੀਟਰ ਪ੍ਰਤੀ ਮਿੰਟ ਦੀ ਰਫ਼ਤਾਰ ਨਾਲ ਤੁਰਨਾ।
(3) ਤੇਲ ਦਬਾਅ ਸ਼ਕਤੀ: 600mm ਦੀ ਲਿਫਟਿੰਗ ਉਚਾਈ, ਤੇਲ ਦਬਾਅ ਸਿਲੰਡਰ: FA- Φ125mm (1 ਸ਼ਾਖਾ)।
ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਫਾਰਮ | ਭਾਰੀ ਸਟੀਲ ਫਰੇਮ, ਤੇਲ ਦਾ ਦਬਾਅ ਅਤੇ ਮੋਟਰ ਕੰਟਰੋਲ |
| ਮਾਤਰਾ | A |
| ਕਿਸਮ V ਸਤ੍ਹਾ | ਨਾਈਲੋਨ ਪਲੇਟ + ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ |
| ਬੇਅਰਿੰਗ | 15 ਟੀ |
| ਲਿਫਟ ਯਾਤਰਾ | 600 ਮਿਲੀਮੀਟਰ |
| ਕਾਰ ਤੁਰਨ ਦੀ ਸ਼ਕਤੀ | ਮੋਟਰ |
| ਕਾਰ ਤੁਰਨ ਦੀ ਗਤੀ | 6 ਮਿੰਟ/ਮਿੰਟ |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਓਪਨ ਕੋਡਰ ਨੂੰ ਫੀਡ ਕਰਨ, ਸਟੋਰੇਜ ਟੇਬਲ ਤੋਂ ਓਪਨ ਕੋਡਰ ਦੀ ਰੀਲ ਤੱਕ ਸਟੀਲ ਕੋਇਲਾਂ ਨੂੰ ਲਿਜਾਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਟਰਾਲੀ ਵਾਕਿੰਗ ਨੂੰ ਤੇਲ ਪ੍ਰੈਸ਼ਰ ਮੋਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਕੰਟਰੋਲ ਲਈ ਲਿਫਟਿੰਗ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਲਿਫਟ ਮਕੈਨਿਜ਼ਮ: ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਅਤੇ ਸਲਾਈਡਿੰਗ ਚਾਰ-ਗਾਈਡ ਕਾਲਮ ਬਣਤਰ, ਲਿਫਟਿੰਗ ਪਾਵਰ ਸਿਲੰਡਰ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਸਿਲੰਡਰ ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਸਟੀਲ ਕੋਇਲ ਦੇ ਕੰਮ ਨੂੰ ਸਮਝਣ ਲਈ V-ਟਾਈਪ ਬੇਅਰਿੰਗ ਟੇਬਲ ਨੂੰ ਧੱਕਦਾ ਹੈ।
ਤੁਰਨ ਦੀ ਵਿਧੀ: ਤੇਲ ਦਬਾਅ ਵਾਲੀ ਮੋਟਰ ਅਤੇ ਸਮਾਨਾਂਤਰ ਗਾਈਡ ਰੇਲ ਬਣਤਰ, ਤੁਰਨ ਦੀ ਸ਼ਕਤੀ ਤੇਲ ਦਬਾਅ ਵਾਲੀ ਮੋਟਰ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਕਾਰ ਖੁੱਲ੍ਹੇ ਕੋਡਰ ਦੇ ਧੁਰੀ ਧੁਰੇ ਦੇ ਨਾਲ ਖਿਤਿਜੀ ਤੌਰ 'ਤੇ ਘੁੰਮ ਸਕਦੀ ਹੈ। ਰੇਲ ਸੀਮਤ ਬਲਾਕ ਦੇ ਦੋਵੇਂ ਸਿਰੇ, ਕਾਰ ਦੇ ਪਟੜੀ ਤੋਂ ਉਤਰਨ ਨੂੰ ਰੋਕਣ ਲਈ।
2. ਹਾਈਡ੍ਰੌਲਿਕ ਡੀਕੋਇਲਰ (1 ਸੈੱਟ)
ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਫਾਰਮ | ਸਟੀਲ ਪਲੇਟ ਵੈਲਡੇਡ ਫਰੇਮ, ਹਾਈਡ੍ਰੌਲਿਕ ਐਕਸਪੈਂਸ਼ਨ ਮੈਂਡਰਲ | |
| ਮਾਤਰਾ | A | |
| ਬੇਅਰਿੰਗ | 15 ਟੀ | |
| ਸਟੀਲ ਕੋਇਲ ਦਾ ਅੰਦਰੂਨੀ ਵਿਆਸ | Φ508 ਮਿਲੀਮੀਟਰ; | |
| ਸਟੀਲ ਕੋਇਲ ਦਾ ਬਾਹਰੀ ਵਿਆਸ | ਵੱਧ ਤੋਂ ਵੱਧ: Φ1800mm | |
| ਓਪਨ ਰੀਲ ਆਰਕ ਪਲੇਟ ਬਣਤਰ | ||
| ਆਰਕ ਪਲੇਟ ਦਾ ਵਾਧਾ ਅਤੇ ਸੁੰਗੜਨ ਦੀ ਰੇਂਜ | Φ460mm-Φ520mm | |
| ਆਰਕ ਪਲੇਟ | 45 # ਕਾਸਟ ਸਟੀਲ (ਕ੍ਰੋਮ ਫਿਨਿਸ਼) | |
| ਓਪਨ ਰੋਲ ਬ੍ਰੇਕ | ਡਿਸਕ ਬ੍ਰੇਕਾਂ ਦੇ 2 ਸੈੱਟ | |
| ਡਿਸਚਾਰਜ ਵਿਧੀ | ਖਾਣਾ ਖੁਆਉਣ ਲਈ ਪਹਿਲ ਕਰੋ | |
| ਓਪਨ ਰੋਲ ਪਾਵਰ | 11KW ਮੋਟਰ | |
ਰੋਲ ਪ੍ਰੈਸ਼ਰ ਨਾਲ ਰੋਲ ਖੋਲ੍ਹੋ ਅਤੇ ਰੋਲ ਹਟਾਉਣ ਵਾਲਾ ਯੰਤਰ ਬੰਦ ਕਰੋ
ਏ, ਫੰਕਸ਼ਨ:
ਸਟੀਲ ਕੋਇਲ ਨੂੰ ਚੁੱਕ ਕੇ, ਕੋਇਲ ਦੇ ਅੰਦਰਲੇ ਵਿਆਸ ਨੂੰ ਕੱਸੋ, ਕੋਇਲ ਖੋਲ੍ਹੋ ਜਾਂ ਕੋਇਲ ਨੂੰ ਮੁੜ ਪ੍ਰਾਪਤ ਕਰੋ।
ਕੋਇਲ ਪਲੇਟ ਨੂੰ ਸਹਾਰਾ ਦਿਓ ਅਤੇ ਸਟੀਲ ਸਟ੍ਰਿਪ ਨੂੰ ਤਣਾਅ ਪ੍ਰਦਾਨ ਕਰੋ, ਜਿਸ ਵਿੱਚ ਫਰੇਮ, ਮੁੱਖ ਸ਼ਾਫਟ, ਐਕਸਪੈਂਸ਼ਨ ਰੋਲਿੰਗ ਡਰੱਮ, ਅਨਕੋਇਲ ਕਰਸ਼ਿੰਗ ਡਿਵਾਈਸ, ਸਹਾਇਕ ਸਪੋਰਟ, ਬ੍ਰੇਕ ਡਿਵਾਈਸ ਅਤੇ ਪਾਵਰ ਪਾਰਟ ਸ਼ਾਮਲ ਹਨ।
ਬੀ, ਬਣਤਰ
a) ਮੁੱਖ ਫਰੇਮ: ਕਿਸਮ ਦੇ ਸਟੀਲ, A3 ਸਟੀਲ ਪਲੇਟ, #45 ਸਟੀਲ ਤੋਂ ਬਣਿਆ, ਦੋ ਬੇਅਰਿੰਗ ਬੇਅਰਿੰਗਾਂ ਨੂੰ ਇੱਕੋ ਸਮੇਂ ਬੋਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਸਪਿੰਡਲ ਇੰਸਟਾਲੇਸ਼ਨ ਦੀ ਸੰਘਣਤਾ ਅਤੇ ਕੋਈ ਰੇਡੀਅਲ ਬੀਟਿੰਗ ਨਾ ਹੋਵੇ।
b) ਮੁੱਖ ਸ਼ਾਫਟ: 40 ਕਰੋੜ ਗੋਲ ਸਟੀਲ ਡ੍ਰਿਲ ਵਿਆਸ 85mm ਥਰੂ ਹੋਲ, ਗੁਣਵੱਤਾ ਸਮਾਯੋਜਨ ਅਤੇ ਫਿਰ ਸੁਧਾਰੀ ਕਾਰ, ਰੋਲਰ ਸ਼ਾਫਟ ਵਿਆਸ 190mm, ਬੇਅਰਿੰਗ ਭਾਰ 15 ਟਨ ਤੋਂ ਬਣਿਆ।
c) ਡਰੱਮ ਨੂੰ ਉੱਚਾ ਕਰੋ ਅਤੇ ਸੁੰਗੜੋ: ਸਲਾਈਡ ਕਿਸਮ ਪੁਸ਼ ਅਤੇ ਪੁੱਲ ਐਕਸਪੈਂਸ਼ਨ ਡਰੱਮ ਅਪਣਾਓ; ਚਾਰ ਆਰਕ ਪਲੇਟ (ਨੰਬਰ 45 ਸਟੀਲ), ਲਾਈਨ ਕੱਟ ਸਲਾਈਡਰ ਜੋੜਾ, ਐਕਸਪੈਂਸ਼ਨ ਵਿਆਸ: Ф470mm-520mm; ਡਰੱਮ ਦੀ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਕੰਮ ਕਰਨ ਦੀ ਲੰਬਾਈ 1300mm ਹੈ, ਇੰਟੈਗਰਲ ਮੈਂਡਰਲ ਡਰੱਮ ਦੀ ਸੰਘਣਤਾ ਨੂੰ ਵਧਾਉਂਦਾ ਅਤੇ ਘਟਾਉਂਦਾ ਹੈ, ਡਰੱਮ ਲੇਥ ਕਾਰ ਦੇ ਗੋਲ 'ਤੇ 508mm ਦੇ ਵਿਆਸ ਤੱਕ ਵੱਧਦਾ ਹੈ, ਸਤ੍ਹਾ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਹਾਰਡ ਕ੍ਰੋਮੀਅਮ।
d) ਅਨਰੋਲ ਪ੍ਰੈਸ ਡਿਵਾਈਸ: ਪ੍ਰੈਸ ਰੋਲਰ, ਸਪੋਰਟ ਆਰਮ ਅਤੇ ਆਇਲ ਸਿਲੰਡਰ ਤੋਂ ਬਣਿਆ; ਪ੍ਰੈਸ ਰੋਲਰ ਬ੍ਰੈੱਡ ਪੋਲੀਯੂਰੀਥੇਨ ਗਰੀਸ ਅਤੇ ਮਟੀਰੀਅਲ ਹੈੱਡ ਢਿੱਲਾ ਨਹੀਂ ਹੋਵੇਗਾ ਅਤੇ ਸਪੋਰਟ ਆਰਮ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਦੁਆਰਾ ਚੁੱਕਿਆ ਜਾਂਦਾ ਹੈ।
e) ਬ੍ਰੇਕ ਡਿਵਾਈਸ: ਨਿਊਮੈਟਿਕ ਡਿਸਕ ਬ੍ਰੇਕ ਅਸੈਂਬਲੀ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਬ੍ਰੇਕ ਦੀ ਤਾਕਤ ਨੂੰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਬ੍ਰੇਕ ਤੰਗ ਹੋਣ 'ਤੇ ਪਾਰਕਿੰਗ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਸਟੈਂਡਬਾਏ ਅਤੇ ਬੂਟ ਸਥਿਤੀ ਢਿੱਲੀ ਰੋਲਿੰਗ ਨਹੀਂ ਹੋਵੇਗੀ, ਤਾਂ ਜੋ ਢਿੱਲੀ ਰੋਲਿੰਗ ਦੌਰਾਨ ਪਲੇਟ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਖੁਰਚ ਨਾ ਜਾਵੇ। ਓਪਨ ਰੋਲ ਫੀਡ ਨਾਲ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਕੰਟਰੋਲ।
f) ਤੇਲ ਦਬਾਅ ਦੀ ਸ਼ਕਤੀ: ਮੈਂਡਰਲ ਨੂੰ ਧੱਕੋ ਅਤੇ ਖਿੱਚੋ: ਤੇਲ ਦਬਾਅ ਸਿਲੰਡਰ ਮਾਡਲ ਨਿਰਧਾਰਨ: Ф 150150mm, ਰੋਟਰੀ ਜੁਆਇੰਟ ਤੇਲ ਸਪਲਾਈ ਮੋਡ (ਤਾਈਵਾਨ ਤੇਲ ਖੇਤਰ) ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ; ਪ੍ਰੈਸ ਲਿਫਟਿੰਗ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ Ф 80220 mm।
g) ਇਲੈਕਟ੍ਰੀਕਲ ਪਾਵਰ: ਓਪਨ ਵਾਈਂਡਿੰਗ ਮਸ਼ੀਨ ਪਾਵਰ ਬੰਦ ਗਿਅਰਬਾਕਸ ਡਰਾਈਵ (1 ਸੈੱਟ) ਦੇ ਨਾਲ 11KW AC ਮੋਟਰ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ।
3. ਹਾਈਡ੍ਰੌਲਿਕ ਸਹਾਇਕ ਸਹਾਇਤਾ (1 ਯੂਨਿਟ)
(1) ਐਪਲੀਕੇਸ਼ਨ: ਰੋਲ ਦੀ ਕਠੋਰਤਾ ਵਧਾਉਣ ਲਈ ਰੋਲ ਦੇ ਕੰਟੀਲੀਵਰ ਸਿਰੇ ਨੂੰ ਸਹਾਰਾ ਦਿਓ।
(2) ਸਹਾਇਕ ਸਹਾਰਾ ਇੱਕ ਕੂਹਣੀ ਵਾਲੀ ਡੰਡੇ ਦੀ ਵਿਧੀ ਹੈ, ਜਿਸਨੂੰ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਦੇ ਸਵਿੰਗ ਆਰਮ ਦੁਆਰਾ ਚੁੱਕਿਆ ਜਾਂ ਸੁੱਟਿਆ ਜਾਂਦਾ ਹੈ।
(3) ਰੋਲ ਖੋਲ੍ਹਣ ਵੇਲੇ, ਸਵਿੰਗ ਆਰਮ ਨੂੰ ਵਾਈਂਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਕੰਟੀਲੀਵਰ ਸਿਰੇ ਨੂੰ ਫੜਨ ਲਈ ਉੱਚਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਰੋਲ ਨੂੰ ਰੋਲ ਕਰਦੇ ਸਮੇਂ, ਸਵਿੰਗ ਆਰਮ ਡਿੱਗ ਜਾਂਦਾ ਹੈ।
4. ਲਾਈਵ ਕਰਾਸਿੰਗ ਬ੍ਰਿਜ (1 ਯੂਨਿਟ)
(1) ਮੁੱਖ ਢਾਂਚਾ: ਫਰੇਮ ਨੂੰ ਸਟੀਲ ਪਲੇਟ ਨਾਲ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
(2) ਤੇਲ ਦਬਾਅ ਦੀ ਸ਼ਕਤੀ: ਉੱਪਰਲਾ ਅਤੇ ਹੇਠਲਾ: ਤੇਲ ਦਬਾਅ ਸਿਲੰਡਰ: CA- Φ 80mm (1)।
ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰ:
| ਫਾਰਮ | ਫਰੇਮ ਅਤੇ ਟ੍ਰਾਂਜਿਸ਼ਨ ਬਰੈਕਟ ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਹਿੱਸੇ ਹਨ, ਅਤੇ ਟ੍ਰਾਂਜਿਸ਼ਨ ਰੋਲ ਇੱਕ ਚਿਪਕਣ ਵਾਲਾ ਰੋਲ ਹੈ। |
| ਮਾਤਰਾ | A |
| ਲਾਈਵ ਸਲੀਵ (ਲੰਬਾਈ ਡੂੰਘਾਈ) | 3000mm × 3500mm |
| ਮੇਜ਼ਾਂ ਦੇ ਸੈੱਟ ਨੂੰ ਚੁੱਕਣ ਦਾ ਤਰੀਕਾ | ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਲਿਫਟ ਨੂੰ ਸਹਾਰਾ ਦਿੰਦਾ ਹੈ |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਸਟਰਿੱਪਰ ਅਤੇ ਫੀਡਰ ਵਿਚਕਾਰ ਸਟੀਲ ਸਟ੍ਰਿਪ ਸਪੀਡ ਦੇ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਅਤੇ ਬਫਰ ਨੂੰ ਕੰਟਰੋਲ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਟੇਬਲ ਨਾਈਲੋਨ ਬੋਰਡ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਪਲੇਟ ਦੀ ਸਤ੍ਹਾ ਖੁਰਚ ਨਾ ਜਾਵੇ। ਲਿਵਿੰਗ ਸਲੀਵ ਪਿਟ ਵਿੱਚ ਤਿੰਨ ਜੋੜਿਆਂ ਦੇ ਇਲੈਕਟ੍ਰਿਕ ਆਈ ਕੰਟਰੋਲ ਸਟੀਲ ਬੈਲਟਾਂ ਦੀ ਸਥਿਤੀ ਟੋਏ ਵਿੱਚ ਕਾਫ਼ੀ ਸਟੋਰੇਜ ਬਣਾਈ ਰੱਖ ਸਕਦੀ ਹੈ।
5. ਸਾਈਡ ਗਾਈਡ ਅਤੇ ਸਲਿਟਿੰਗ ਮਸ਼ੀਨ (1 ਸੈੱਟ)
ਲੇਟਰਲ ਗਾਈਡ ਪੋਜੀਸ਼ਨਿੰਗ ਦੇ ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਫਾਰਮ | ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਬੇਸ, ਰੋਲ ਅਤੇ ਫਰੇਮ ਦਾ ਸਟੈਂਡ |
| ਮਾਤਰਾ | A |
| ਕਰਾਸ ਬੋਰਡ ਚੌੜਾਈ | 200-1250 ਮਿਲੀਮੀਟਰ |
| ਚੌੜਾਈ ਵਿਵਸਥਾ | ਹੈਂਡਵ੍ਹੀਲ ਤੋਂ ਐਡਜਸਟ ਕਰੋ |
| ਰੋਲ ਸਮੱਗਰੀ | GCr15 ਸਟੀਲ |
| ਨਿਪਰੋਲ | Φ120mm × 1300mm |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਸਟੀਲ ਪਲੇਟ ਨੂੰ ਭਟਕਣ ਤੋਂ ਰੋਕਣ ਲਈ ਪਲੇਟ ਚੌੜਾਈ ਸਥਿਤੀ ਲਈ। ਪਲੇਟ ਚੌੜਾਈ ਦਿਸ਼ਾ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਵਰਟੀਕਲ ਰੋਲਰ ਪ੍ਰਦਾਨ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਉਹਨਾਂ ਦੀਆਂ ਸੰਬੰਧਿਤ ਸਲਾਈਡਿੰਗ ਸੀਟਾਂ 'ਤੇ ਫਿਕਸ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਸਲਾਈਡ ਸੀਟ ਨੂੰ ਪਲੇਟ ਚੌੜਾਈ ਦਿਸ਼ਾ ਦੇ ਨਾਲ ਗਾਈਡ ਰੇਲ 'ਤੇ ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਵੱਖ-ਵੱਖ ਪਲੇਟ ਚੌੜਾਈ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਇਆ ਜਾ ਸਕੇ। ਲੰਬਕਾਰੀ ਰੋਲਰ ਨੂੰ ਬੁਝਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਰੋਲਰ ਸਤਹ ਨੂੰ ਸਤਹ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਵਧਾਉਣ ਅਤੇ ਮਕੈਨੀਕਲ ਘਿਸਾਅ ਨੂੰ ਰੋਕਣ ਲਈ ਕ੍ਰੋਪਲੇਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਮਸ਼ੀਨ ਦੇ ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਫਾਰਮ | ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਬੇਸ, ਪਾਵਰ ਗੀਅਰ ਬਾਕਸ, ਆਰਚਵੇਅ ਅਤੇ ਫਰੇਮ |
| ਮਾਤਰਾ | ਇੱਕ ਸੈੱਟ |
| ਗਤੀ ਵੰਡੋ | 120 ਮੀਟਰ/ਮਿੰਟ |
| ਸ਼ਾਫਟ ਵਿਆਸ | Φ180mm × 1300mm |
| ਸਮੱਗਰੀ ਦੀ ਗੁਣਵੱਤਾ | 42 ਕਰੋੜ ਰੁਪਏ |
| ਸਪੈਨ ਆਕਾਰ (ਇਸ ਨੂੰ ਛੱਡ ਕੇ ਹਵਾਲਾ ਦਿੱਤਾ ਗਿਆ) | Φ300mm Φ180mm 10mm (OD ID ਮੋਟਾਈ) |
| ਮੁੱਖ ਮੋਟਰ ਦੀ ਸ਼ਕਤੀ | AC75Kw ਮੋਟਰ |
| ਮੋਬਾਈਲ ਆਰਚਵੇਅ ਮੋਟਰ | ਚਾਕੂ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕੀਤੇ ਬਿਨਾਂ ਰੈਕ ਦੇ ਬਾਹਰ ਲਗਾਇਆ ਗਿਆ |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਮਸ਼ੀਨ ਇੱਕ ਅਜਿਹਾ ਯੰਤਰ ਹੈ ਜੋ ਲੰਬਕਾਰੀ ਸ਼ੀਅਰ ਨੂੰ ਵੱਖ-ਵੱਖ ਚੌੜਾਈ ਵਿੱਚ ਲੰਬਕਾਰੀ ਰੂਪ ਵਿੱਚ ਬਦਲਦਾ ਹੈ। ਤਿਆਰ ਉਤਪਾਦ ਦੀ ਚੌੜਾਈ ਨੂੰ ਕੰਪੋਜ਼ਿਟ ਸਲੀਵ ਨੂੰ ਬਦਲ ਕੇ ਲਚਕਦਾਰ ਢੰਗ ਨਾਲ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਚਾਕੂ ਸ਼ਾਫਟ ਨੂੰ ਹੇਠਲੇ ਸ਼ਾਫਟ ਅਤੇ ਉੱਪਰਲੇ ਸ਼ਾਫਟ ਦੁਆਰਾ ਸਮਕਾਲੀ ਚਾਕੂ ਸ਼ਾਫਟ ਸਪੇਸਿੰਗ ਲਈ ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜੋ ਉੱਪਰਲੇ ਸ਼ਾਫਟ ਅਤੇ ਹੇਠਲੇ ਸ਼ਾਫਟ ਵਿਚਕਾਰ ਪਾੜੇ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਕੰਟਰੋਲ ਕਰ ਸਕਦਾ ਹੈ। ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਸ਼ਾਫਟਾਂ ਨੂੰ ਧੁਰੀ ਦਿਸ਼ਾ ਦੇ ਤੌਰ 'ਤੇ ਗਿਰੀਆਂ ਨਾਲ ਬੰਨ੍ਹਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਬਲੇਡਾਂ ਦੇ ਸ਼ਾਫਟ ਸਿਰੇ ਨੂੰ। ਬਲੇਡ ਨੂੰ ਬਦਲਣ ਲਈ ਸਾਈਡ ਬੂਟ ਫਰੇਮ (ਮੋਟਰ ਡਰਾਈਵ) ਦੀ ਵਰਤੋਂ ਕਰੋ।
(1) ਮੁੱਖ ਢਾਂਚਾ: ਸਟੀਲ ਪਲੇਟ, ਕਾਸਟਿੰਗ ਸੀਟ, ਸਮਕਾਲੀ ਗੀਅਰ ਬਾਕਸ, ਯੂਨੀਵਰਸਲ ਡਰਾਈਵ, ਇਲੈਕਟ੍ਰਿਕ ਸਕ੍ਰੂ ਲਿਫਟਿੰਗ ਡਿਵਾਈਸ।
(2) ਟੂਲ ਸ਼ਾਫਟ ਸਮੱਗਰੀ: 40 ਕਰੋੜ, ਚਾਕੂ ਸ਼ਾਫਟ ਦਾ ਵਿਆਸ: Φ180mm 1300mm, ਰਫ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਬਾਅਦ ਦਰਮਿਆਨੀ ਬਾਰੰਬਾਰਤਾ ਦਾ ਇਲਾਜ, ਪੀਸਣਾ, ਸਖ਼ਤ ਕ੍ਰੋਮੀਅਮ ਪਲੇਟਿੰਗ, ਕੀ ਗਰੂਵ ਦੇ ਨਾਲ 20mm।
(3) ਚਾਕੂ ਸ਼ਾਫਟ ਲਾਕ: ਗਿਰੀ ਔਜ਼ਾਰ ਨੂੰ ਲਾਕ ਕਰਦੀ ਹੈ।
(4) ਬਰੈਕਟ ਦੇ ਸਮੂਹ ਦੀ ਪ੍ਰੈਸ ਪਲੇਟ ਐਡਜਸਟਮੈਂਟ, ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਲਿਫਟਿੰਗ ਐਡਜਸਟਮੈਂਟ, ਫਿਕਸਡ ਲੱਕੜ ਦੇ ਨਾਲ।
(5) ਟੂਲ ਸੀਟ ਦੀ ਗਤੀ: ਇਲੈਕਟ੍ਰਿਕ ਅੰਦਰ ਅਤੇ ਬਾਹਰ, ਚਾਕੂ ਸ਼ਾਫਟ ਚੁੱਕਣਾ, ਇਲੈਕਟ੍ਰਿਕ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ।
(6) ਸ਼ੀਅਰ ਪਾਵਰ: ਫ੍ਰੀਕੁਐਂਸੀ ਕਨਵਰਟਰ ਦੇ ਨਾਲ 75 ਕਿਲੋਵਾਟ ਆਮ ਮੋਟਰ।
6. ਸਕ੍ਰੈਪ ਵਾਈਂਡਰ (ਦੋਵੇਂ ਪਾਸੇ)
ਇੱਕ ਕਨੈਕਸ਼ਨ; ਸੁਤੰਤਰ ਬਾਰੰਬਾਰਤਾ ਪਰਿਵਰਤਨ ਤਣਾਅ ਨਿਯੰਤਰਣ
ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰ:
| ਫਾਰਮ | ਵੈਲਡੇਡ ਸਟੀਲ ਪਲੇਟਾਂ ਲਈ ਰੈਕ |
| ਬਣਤਰ | ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਸੁਤੰਤਰ ਫੀਡਿੰਗ ਨਾਲ ਜੁੜਿਆ ਢਾਂਚਾ; ਰੀਲ, ਪ੍ਰੈਸ ਸ਼ਾਫਟ ਅਤੇ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਰਚਨਾ। ਆਸਾਨੀ ਨਾਲ ਅਨਲੋਡਿੰਗ ਲਈ ਤੇਲ ਸਿਲੰਡਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ। |
| ਮਾਤਰਾ | ਦੋ; ਇੱਕ ਖੱਬੇ ਅਤੇ ਇੱਕ ਸੱਜੇ |
| ਸਕ੍ਰੈਪ ਕਿਨਾਰੇ ਦੀ ਚੌੜਾਈ ਪ੍ਰਾਪਤ ਕਰੋ | ਅਤੇ 2-10mm / ਇੱਕ ਪਾਸੇ |
| ਕੋਇਲਿੰਗ ਸਪੀਡ | 0-120 ਮੀਟਰ/ਮਿੰਟ |
| ਭਾਰ ਰੋਲ ਕਰੋ | ਵੱਧ ਤੋਂ ਵੱਧ: 300 ਕਿਲੋਗ੍ਰਾਮ |
| ਮੁੱਖ ਮੋਟਰ ਦੀ ਸ਼ਕਤੀ | ਏਸੀ 3 ਕਿਲੋਵਾਟ (ਦੋ) |
| ਸਾਹ ਲੈਣਾ | ਮਕੈਨੀਕਲ ਵਿਸਥਾਰ |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਸਾਈਡ ਮਟੀਰੀਅਲ ਵਾਈਂਡਿੰਗ ਮਸ਼ੀਨ ਸਟ੍ਰਿਪ ਵਾਈਂਡਿੰਗ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ ਦਾ ਯੰਤਰ ਹੈ। ਮੋਟਰ ਡਰਾਈਵ, ਇੱਕ ਹੋਰ ਡਿਸਚਾਰਜ ਆਇਲ ਸਿਲੰਡਰ ਦੇ ਨਾਲ, ਸਥਿਰ ਅਤੇ ਟਿਕਾਊ।
7. ਲਾਈਵ ਕਰਾਸਿੰਗ ਬ੍ਰਿਜ II (1 ਯੂਨਿਟ)
(1) ਮੁੱਖ ਢਾਂਚਾ: ਫਰੇਮ ਨੂੰ ਸਟੀਲ ਪਲੇਟ ਨਾਲ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
(2) ਤੇਲ ਦਬਾਅ ਦੀ ਸ਼ਕਤੀ: ਉੱਪਰਲਾ ਅਤੇ ਹੇਠਲਾ: ਤੇਲ ਦਬਾਅ ਸਿਲੰਡਰ: CA- Φ 80mm (1)।
ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰ:
| ਫਾਰਮ | ਫਰੇਮ ਅਤੇ ਟ੍ਰਾਂਜਿਸ਼ਨ ਬਰੈਕਟ ਸਾਰੇ ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਹਿੱਸੇ ਹਨ, ਅਤੇ ਟ੍ਰਾਂਜਿਸ਼ਨ ਰੋਲ ਇੱਕ ਰਬੜ ਰੋਲ ਹੈ। |
| ਮਾਤਰਾ | A |
| ਲਾਈਵ ਸਲੀਵ (ਲੰਬਾਈ ਡੂੰਘਾਈ) | 3000mm × 5000mm |
| ਮੇਜ਼ਾਂ ਦੇ ਸੈੱਟ ਨੂੰ ਚੁੱਕਣ ਦਾ ਤਰੀਕਾ | ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਲਿਫਟ ਨੂੰ ਸਹਾਰਾ ਦਿੰਦਾ ਹੈ |
| ਦਰਜ਼ੀ ਪ੍ਰੈਸ ਪਲੇਟ | ਪਲੇਟ ਨੂੰ ਟੋਏ ਵਿੱਚ ਡਿੱਗਣ ਅਤੇ ਸਮੱਗਰੀ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਣ ਤੋਂ ਰੋਕੋ। |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਰਿਟਰੈਕਟਰ ਅਤੇ ਸਟ੍ਰਿਪਰ ਵਿਚਕਾਰ ਸਟੀਲ ਸਟ੍ਰਿਪ ਸਪੀਡ ਦੇ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਅਤੇ ਬਫਰ ਨੂੰ ਕੰਟਰੋਲ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਟੇਬਲ ਨਾਈਲੋਨ ਬੋਰਡ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਪਲੇਟ ਦੀ ਸਤ੍ਹਾ ਖੁਰਚ ਨਾ ਜਾਵੇ।
8. ਵੱਖ ਕਰਨ ਵਾਲਾ ਅਤੇ ਤਣਾਅ ਸਾਰਣੀ
(1) ਮੁੱਖ ਢਾਂਚਾ: ਸਟੀਲ ਪਲੇਟ, ਵੱਖ ਕਰਨ ਵਾਲਾ ਰੋਲਰ, PU ਰਬੜ, ਆਦਿ।
(2) ਟੈਂਸ਼ਨ ਪੈਡ: ਉੱਨ ਦੇ ਫੀਲਟ ਨਾਲ ਉੱਪਰ ਫੈਲਿਆ ਹੋਇਆ।
(3) ਰਿਬੇਲਟ ਰੋਲਰ: PU ਰਬੜ, Φ350mm।
(4) ਤੇਲ ਦਬਾਅ ਦੀ ਸ਼ਕਤੀ: ਟੈਂਸ਼ਨ ਪੈਡ ਚੁੱਕਣਾ: ਤੇਲ ਦਬਾਅ ਸਿਲੰਡਰ: FA- Φ 80mm (2 ਟੁਕੜੇ)।
ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰ:
| ਫਾਰਮ | ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਲਈ ਬੇਸ ਅਤੇ ਫਰੇਮ |
| ਮਾਤਰਾ | ਇੱਕ ਸੈੱਟ |
| ਸੈਕਟਰ ਦਾ ਆਕਾਰ | Φ80×Φ180*3 |
| ਵੱਖਰਾ ਸੈੱਟ ਆਕਾਰ | Φ80×Φ110× ਅਤੇ |
| ਵਿਚਕਾਰਲਾ ਦਬਾਅ ਰੋਲਰ | ਲੰਬਕਾਰੀ ਲਿਫਟ |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਲੰਬਕਾਰੀ ਸ਼ੀਅਰ ਸਟ੍ਰਿਪ ਵੱਖ ਕਰਨਾ, ਸਟੈਕਿੰਗ ਕਰਦੇ ਸਮੇਂ ਟੈਂਸ਼ਨਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਰੋਕਣ ਲਈ, ਇਕੱਠਾ ਕਰਨਾ ਆਸਾਨ ਹੈ। ਵੱਖ ਕਰਨ ਵਾਲੀਆਂ ਡਿਸਕਾਂ ਦੇ ਦੋ ਸੈੱਟ ਹਨ। ਬਦਲਣ ਅਤੇ ਸਫਾਈ ਦੀ ਸਹੂਲਤ ਲਈ ਵੱਖ ਕਰਨ ਵਾਲੀ ਡਿਸਕ ਸ਼ਾਫਟ ਨੂੰ ਓਪਰੇਟਿੰਗ ਸਾਈਡ ਤੋਂ ਹਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
| ਫਾਰਮ | ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਬੇਸ, ਫਰੇਮ, ਬ੍ਰੇਕ ਸਿਸਟਮ ਰਚਨਾ |
| ਮਾਤਰਾ | A |
| ਪ੍ਰੈਸ਼ਰ ਪਲੇਟ ਦੀ ਕਿਸਮ | ਆਦਰਸ਼ ਕੰਪਰੈਸ਼ਨ ਤਣਾਅ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਪਲੇਟ ਸਿਲੰਡਰ ਦੁਆਰਾ ਚਲਾਈ ਜਾਂਦੀ ਹੈ। |
ਫੰਕਸ਼ਨ: ਸਟੀਲ ਸਟ੍ਰਿਪ ਨੂੰ ਸਥਿਤੀ ਵਿੱਚ ਰੱਖੋ ਅਤੇ ਰੀ ਰੋਲਿੰਗ ਲਈ ਹਰੇਕ ਸਟੀਲ ਸਟ੍ਰਿਪ 'ਤੇ ਇਕਸਾਰ ਤਣਾਅ ਲਗਾਓ, ਅਤੇ ਪੈਦਾ ਹੋਇਆ ਤਣਾਅ ਰੀਵਾਈਂਡਿੰਗ ਦੀ ਤੰਗਤਾ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ। ਇਕਸਾਰ ਤਣਾਅ ਵਿੰਡਿੰਗ ਨੂੰ ਸਾਫ਼-ਸੁਥਰਾ ਬਣਾ ਸਕਦਾ ਹੈ; ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਮੁੱਖ ਫਰੇਮ, ਫਰੰਟ ਸੈਪਰੇਸ਼ਨ ਫਰੇਮ, ਪ੍ਰੈਸਿੰਗ ਮਸ਼ੀਨ, ਰੀਅਰ ਸੈਪਰੇਸ਼ਨ ਫਰੇਮ, ਟੈਂਸ਼ਨ ਸਟੇਜ ਅਤੇ ਗਾਈਡ ਰੋਲਰ ਤੋਂ ਬਣਿਆ ਹੁੰਦਾ ਹੈ।
ਬੀ, ਬਣਤਰ:
● ਮੁੱਖ ਫਰੇਮ ਬਣਤਰ: ਪ੍ਰੋਫਾਈਲ, ਸਟੀਲ ਪਲੇਟ ਅਸੈਂਬਲੀ ਵੈਲਡਿੰਗ, ਐਨੀਲਿੰਗ ਤੋਂ ਬਾਅਦ ਮਸ਼ੀਨਿੰਗ ਬੇਸ ਸਤਹ ਤੋਂ ਬਣਿਆ।
● ਫਰੰਟ ਸੈਪਰੇਸ਼ਨ ਫਰੇਮ: ਗਾਈਡ ਕਿਸਮ ਦਾ ਸੁਤੰਤਰ ਫਰੇਮ ਅਪਣਾਓ, ਫਰੇਮ ਦੋ ਸਤਹਾਂ ਰਾਹੀਂ ਜੁੜਿਆ ਹੋਇਆ ਹੈ ਅਤੇ ਸੈਪਰੇਟਰ ਬਾਡੀ ਅਤੇ ਸਲੀਵ ਲਈ ਪਾਰਟੀਸ਼ਨ ਸ਼ਾਫਟ 'ਤੇ ਮਾਊਂਟ ਕੀਤਾ ਗਿਆ ਹੈ, ਜੋ ਕਿ ਬਹੁਤ ਸੁਵਿਧਾਜਨਕ ਹੈ; ਫਰੰਟ ਸੈਪਰੇਸ਼ਨ ਫਰੇਮ ਮੁੱਖ ਫਰੇਮ ਦੇ ਮੁਕਾਬਲੇ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਜਾ ਸਕਦਾ ਹੈ ਅਤੇ ਕਿਸੇ ਵੀ ਉਚਾਈ 'ਤੇ ਰੁਕ ਸਕਦਾ ਹੈ।
● ਟੈਂਸ਼ਨ ਪਲੇਟਫਾਰਮ: ਇਹ ਸਾਈਡ ਪਲੇਟ ਆਰਚਵੇਅ, ਉੱਪਰੀ ਗੈਂਟਰੀ ਫਰੇਮ, ਹੇਠਲੀ ਪੈਡ ਪਲੇਟ, ਉੱਪਰੀ ਪੈਡ ਪਲੇਟ ਅਤੇ ਤੇਲ ਸਿਲੰਡਰ ਤੋਂ ਬਣਿਆ ਹੁੰਦਾ ਹੈ। ਉੱਨ ਦੀ ਫੀਲਟ ਨੂੰ ਉੱਪਰਲੀ ਅਤੇ ਹੇਠਲੀ ਪੈਡ ਪਲੇਟ 'ਤੇ ਫਿਕਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਪਲੇਟ ਬੈਲਟ ਉੱਪਰਲੀ ਅਤੇ ਹੇਠਲੀ ਪੈਡ ਪਲੇਟਾਂ ਦੇ ਵਿਚਕਾਰ ਲੰਘਦੀ ਹੈ, ਅਤੇ ਦਬਾਉਣ ਵਾਲੀ ਪੈਡ ਪਲੇਟ ਤਣਾਅ ਪੈਦਾ ਕਰਦੀ ਹੈ। ਉੱਪਰਲੀ ਪੈਡ ਪਲੇਟ ਦੋ ਤੇਲ ਸਿਲੰਡਰਾਂ ਦੁਆਰਾ ਸਮਕਾਲੀ ਤੌਰ 'ਤੇ ਚਲਾਈ ਜਾਂਦੀ ਹੈ।
● ਗਾਈਡ ਰੋਲਰ, ਪਲੇਟ ਡਿਵਾਈਸ
ਗਾਈਡ ਰੋਲਰ: ਬੇਅਰਿੰਗ ਸੀਟ, ਸੀਮਲੈੱਸ ਸਟੀਲ ਪਾਈਪ ਨਾਲ ਲਪੇਟਿਆ PU ਰਬੜ, ਡਾਇਨਾਮਿਕ ਬੈਲੇਂਸ ਟ੍ਰੀਟਮੈਂਟ ਦੁਆਰਾ, ਫੰਕਸ਼ਨ ਪਲੇਟ ਬੈਲਟ ਨੂੰ ਵਾਈਂਡਰ ਵਿੱਚ ਗਾਈਡ ਕਰਨਾ ਹੈ।
ਪਲੇਟ ਡਿਵਾਈਸ: ਰੈਕ ਅਤੇ ਡਰਾਈਵ ਸਿਸਟਮ ਤੋਂ ਬਣਿਆ। ਪਲੇਟ ਡਿਵਾਈਸ ਹਾਈਡ੍ਰੌਲਿਕ ਡਰਾਈਵ ਸਟ੍ਰਕਚਰ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਇਸਦਾ ਕੰਮ ਪਲੇਟ ਹੈੱਡ ਨੂੰ ਵਾਈਂਡਰ ਨੂੰ ਭੇਜਣਾ ਹੈ।
9 ਹਾਈਡ੍ਰੌਲਿਕ ਰੀਕੋਇਲਰ
(1) ਮੁੱਖ ਢਾਂਚਾ: ਡਰੱਮ ਸਹਿਜ ਢਾਂਚਾ ਅਪਣਾਉਂਦਾ ਹੈ; ਸਟੀਲ ਪਲੇਟ, ਵੱਖ ਕਰਨ ਵਾਲਾ ਰੋਲਰ, ਮੁੱਖ ਸ਼ਾਫਟ, ਚਾਰ ਆਰਕ ਪਲੇਟ (ਜ਼ਿਗਜ਼ੈਗ), ਸਲਾਈਡਿੰਗ ਬਲਾਕ, ਸਾਈਡ ਪਲੇਟ, ਬੇਅਰਿੰਗ, ਬੇਅਰਿੰਗ ਸੀਟ, ਪੁਸ਼ ਐਂਡ ਪੁੱਲ ਸਿਲੰਡਰ, ਬਾਕਸ ਰੀਡਿਊਸਰ, ਹਾਈਡ੍ਰੌਲਿਕ ਪੁਸ਼ ਡਿਵਾਈਸ, ਸਟੀਮ ਬ੍ਰੇਕ, ਆਦਿ।
(2) ਰੀਲ ਦਾ ਵਿਸਥਾਰ ਅਤੇ ਸੁੰਗੜਨ: Φ480mm~ Φ508mm, ਜਬਾੜੇ ਵਾਲੇ ਯੰਤਰ ਦੇ ਨਾਲ, ਤੇਲ ਦਬਾਅ ਸਿਲੰਡਰ: FA- Φ150mm (1 ਸ਼ਾਖਾ)।
(3) ਬਿਜਲੀ ਦੀ ਸ਼ਕਤੀ: 90 ਕਿਲੋਵਾਟ ਦੀ ਆਮ ਮੋਟਰ ਫ੍ਰੀਕੁਐਂਸੀ ਕਨਵਰਟਰ ਨਾਲ ਲੈਸ ਹੁੰਦੀ ਹੈ।
ਵਾਈਂਡਰ ਦੇ ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਫਾਰਮ | ਸਟੀਲ ਪਲੇਟ ਵੈਲਡੇਡ ਫਰੇਮ, ਸਿੰਗਲ ਆਰਮ ਹਾਈਡ੍ਰੌਲਿਕ ਐਕਸਪੈਂਸ਼ਨ ਮੈਂਡਰਲ ਅਤੇ ਗੀਅਰ ਬਾਕਸ ਬਣਤਰ |
| ਮਾਤਰਾ | A |
| ਬੇਅਰਿੰਗ | 15 ਟੀ |
| ਸਟੀਲ ਕੋਇਲ ਦਾ ਅੰਦਰੂਨੀ ਵਿਆਸ | Φ508mm |
| ਸਪਿੰਡਲ ਸਮੱਗਰੀ | 42 ਕਰੋੜ ਮਹੀਨਾ |
| ਰੀਲ ਫਲੈਪ ਆਰਕ ਪਲੇਟ | 45 # ਸਟੀਲ, ਗੁਣਵੱਤਾ ਵਾਲੇ ਕੰਡੀਸ਼ਨਿੰਗ ਇਲਾਜ ਤੋਂ ਬਾਅਦ, ਸਤ੍ਹਾ ਨੂੰ ਸਖ਼ਤ ਕ੍ਰੋਮੀਅਮ ਨਾਲ ਲੇਪਿਆ ਜਾਂਦਾ ਹੈ। |
| ਸੰਘਣਾ ਕਲੈਂਪ ਮੂੰਹ | ਤੇਲ ਸਿਲੰਡਰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਚਲਾਉਣਾ |
| ਸਟੀਲ ਕੋਇਲ ਦਾ ਬਾਹਰੀ ਵਿਆਸ | ਵੱਧ ਤੋਂ ਵੱਧ: Φ1800mm |
| ਪੁਸ਼ ਮਟੀਰੀਅਲ ਬੋਰਡ | ਤੇਲ ਸਿਲੰਡਰ ਧੱਕਾ |
| ਬ੍ਰੇਕ ਅਸੈਂਬਲੀ | ਡਿਸਕ ਬ੍ਰੇਕ ਕਿਸਮ ਬ੍ਰੇਕ |
| ਮੁੱਖ ਮੋਟਰ ਦੀ ਸ਼ਕਤੀ | AC90 ਕਿਲੋਵਾਟ ਮੋਟਰ |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਇਸ ਉਪਕਰਣ ਦੀ ਵਰਤੋਂ ਲੰਬਕਾਰੀ ਸ਼ੀਅਰ ਤੋਂ ਬਾਅਦ ਸਟ੍ਰਿਪ ਨੂੰ ਰੀਵਾਇੰਡ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਫਰੇਮ ਬਾਡੀ, ਡਰੱਮ, ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਸਿਸਟਮ, ਰਾਈਜ਼ ਅਤੇ ਸੁੰਗੜਨ ਸਿਸਟਮ, ਬ੍ਰੇਕਿੰਗ ਸਿਸਟਮ, ਲੁਬਰੀਕੇਸ਼ਨ ਸਿਸਟਮ, ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ, ਆਦਿ ਤੋਂ ਬਣਿਆ ਹੈ।
ਟਰਾਂਸਮਿਸ਼ਨ ਸਿਸਟਮ: ਸਪਿੰਡਲ ਮੋਟਰ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ। ਵਾਧਾ ਅਤੇ ਸੁੰਗੜਨ ਪ੍ਰਣਾਲੀ: ਮੁੱਖ ਸ਼ਾਫਟ 'ਤੇ ਸਲਾਈਡਿੰਗ ਸੀਟ ਨੂੰ ਵਿਸਥਾਪਨ ਸਲਾਈਡਿੰਗ ਪੈਦਾ ਕਰਨ ਲਈ ਵਾਧੇ ਅਤੇ ਸੁੰਗੜਨ ਵਾਲੇ ਤੇਲ ਸਿਲੰਡਰ ਦੁਆਰਾ ਤਣਾਅ ਪ੍ਰਦਾਨ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਕਿਊ ਆਕਾਰ ਸਲਾਈਡਰ ਅਤੇ ਸਲਾਈਡਿੰਗ ਸੀਟ ਡਰੱਮ ਦੇ ਵਾਧੇ ਅਤੇ ਸੁੰਗੜਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਵਿਸਥਾਪਨ ਪੈਦਾ ਕਰਦੇ ਹਨ।
ਸੈਪਰੇਟਰ ਸ਼ਾਫਟ ਪ੍ਰੈਸ਼ਰ ਆਰਮ ਦੇ ਤਕਨੀਕੀ ਮਾਪਦੰਡ
| ਫਾਰਮ | ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਲਈ ਬੇਸ ਅਤੇ ਫਰੇਮ |
| ਮਾਤਰਾ | A |
| ਸੈਕਟਰ ਦਾ ਆਕਾਰ | Φ80×Φ180×3 |
| ਵੱਖਰਾ ਸੈੱਟ ਆਕਾਰ | Φ80×Φ110× ਅਤੇ |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਇਸ ਉਪਕਰਣ ਦੀ ਵਰਤੋਂ ਲੰਬਕਾਰੀ ਕਟਿੰਗ ਨੂੰ ਰੀਵਾਈਂਡ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਪ੍ਰੈਸ ਮਟੀਰੀਅਲ ਆਰਮ ਨੂੰ ਤੇਲ ਸਿਲੰਡਰ ਦੁਆਰਾ ਘੁੰਮਾਇਆ ਜਾਂਦਾ ਹੈ। ਆਈਸੋਲੇਸ਼ਨ ਪਲੇਟ (ਪੈਡ) ਨੂੰ ਬਦਲਣ ਲਈ ਪ੍ਰੈਸਿੰਗ ਸ਼ਾਫਟ ਨੂੰ ਹੱਥੀਂ ਸਥਿਰ ਫੁਲਕ੍ਰਮ ਦੇ ਦੁਆਲੇ ਫੈਲਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
10 ਹਾਈਡ੍ਰੌਲਿਕ ਸਹਾਇਕ ਸਹਾਇਤਾ II
(1) ਐਪਲੀਕੇਸ਼ਨ: ਰੋਲ ਦੀ ਕਠੋਰਤਾ ਵਧਾਉਣ ਲਈ ਰੋਲ ਦੇ ਕੰਟੀਲੀਵਰ ਸਿਰੇ ਨੂੰ ਸਹਾਰਾ ਦਿਓ।
(2) ਸਹਾਇਕ ਸਹਾਰਾ ਇੱਕ ਕੂਹਣੀ ਵਾਲੀ ਡੰਡੇ ਦੀ ਵਿਧੀ ਹੈ, ਜਿਸਨੂੰ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਦੇ ਸਵਿੰਗ ਆਰਮ ਦੁਆਰਾ ਚੁੱਕਿਆ ਜਾਂ ਸੁੱਟਿਆ ਜਾਂਦਾ ਹੈ।
(3) ਰੋਲ ਪ੍ਰਾਪਤ ਕਰਦੇ ਸਮੇਂ, ਸਵਿੰਗ ਆਰਮ ਨੂੰ ਵਾਈਂਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਕੰਟੀਲੀਵਰ ਸਿਰੇ ਨੂੰ ਫੜਨ ਲਈ ਉੱਚਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਜਦੋਂ ਰੋਲ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਸਵਿੰਗ ਆਰਮ ਡਿੱਗ ਜਾਂਦਾ ਹੈ।
11 ਰੀਕੋਇਲਰ ਲਈ ਐਗਜ਼ਿਟ ਕੋਇਲ ਕਾਰ (1)
(1) ਮੁੱਖ ਢਾਂਚਾ: ਸਟੀਲ ਪਲੇਟ, ਵਾਕਿੰਗ ਵ੍ਹੀਲ, ਚਾਰ ਗਾਈਡ ਕਾਲਮ, ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਸ਼ਾਫਟ, ਆਦਿ।
(2) ਹਾਈਡ੍ਰੌਲਿਕ ਮੋਟਰ ਡਰਾਈਵ, 6 ਮੀਟਰ ਪ੍ਰਤੀ ਮਿੰਟ ਦੀ ਰਫ਼ਤਾਰ ਨਾਲ ਤੁਰੋ।
(3) ਤੇਲ ਦਬਾਅ ਸ਼ਕਤੀ: 600mm ਦੀ ਲਿਫਟਿੰਗ ਉਚਾਈ, ਤੇਲ ਦਬਾਅ ਸਿਲੰਡਰ: FA- Φ125mm (1 ਸ਼ਾਖਾ)।
ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰ:
| ਫਾਰਮ | ਭਾਰੀ ਸਟੀਲ ਫਰੇਮ, ਤੇਲ ਦਾ ਦਬਾਅ ਅਤੇ ਮੋਟਰ ਕੰਟਰੋਲ |
| ਮਾਤਰਾ | A |
| ਕਿਸਮ V ਸਤ੍ਹਾ | ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ |
| ਬੇਅਰਿੰਗ | 15 ਟੀ |
| ਲਿਫਟ ਯਾਤਰਾ | 600 ਮਿਲੀਮੀਟਰ |
| ਕਾਰ ਤੁਰਨ ਦੀ ਸ਼ਕਤੀ | ਮੋਟਰ |
| ਕਾਰ ਤੁਰਨ ਦੀ ਗਤੀ | 7 ਮਿੰਟ/ਮਿੰਟ |
ਬਣਤਰ ਅਤੇ ਵਰਤੋਂ: ਕੋਇਲ ਨੂੰ ਅਨਲੋਡ ਕਰਨ ਲਈ, ਕੋਇਲ ਤੋਂ ਸਟੀਲ ਕੋਇਲ ਨੂੰ ਅਨਲੋਡ ਕਰਨ ਲਈ, ਤੇਲ ਦਬਾਅ ਮੋਟਰ ਕੰਟਰੋਲ ਲਈ ਟਰਾਲੀ ਵਾਕਿੰਗ, ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਕੰਟਰੋਲ ਲਈ ਲਿਫਟਿੰਗ ਅਤੇ ਲਿਫਟਿੰਗ।
ਲਿਫਟ ਮਕੈਨਿਜ਼ਮ: ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਅਤੇ ਸਲਾਈਡਿੰਗ ਗਾਈਡ ਕਾਲਮ ਬਣਤਰ, ਲਿਫਟਿੰਗ ਪਾਵਰ ਸਿਲੰਡਰ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਸਿਲੰਡਰ V-ਟਾਈਪ ਬੇਅਰਿੰਗ ਟੇਬਲ ਨੂੰ ਧੱਕਦਾ ਹੈ ਤਾਂ ਜੋ ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਸਟੀਲ ਕੋਇਲ ਦੇ ਕੰਮ ਨੂੰ ਸਮਝਿਆ ਜਾ ਸਕੇ, ਅਤੇ ਅਨਲੋਡਿੰਗ ਟਰਾਲੀ ਐਂਟੀ-ਇਨਵਰਟਡ ਰਾਡ ਨਾਲ।
ਤੁਰਨ ਦੀ ਵਿਧੀ: ਤੇਲ ਦਬਾਅ ਵਾਲੀ ਮੋਟਰ ਅਤੇ ਸਮਾਨਾਂਤਰ ਗਾਈਡ ਰੇਲ ਢਾਂਚਾ। ਚੱਲਣ ਦੀ ਸ਼ਕਤੀ ਤੇਲ ਦਬਾਅ ਵਾਲੀ ਮੋਟਰ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਤਾਂ ਜੋ ਕਾਰ ਰੋਲਰ ਦੇ ਕੋਇਲ ਧੁਰੇ ਦੇ ਨਾਲ ਖਿਤਿਜੀ ਤੌਰ 'ਤੇ ਚਲ ਸਕੇ। ਕਾਰ ਦੇ ਪਟੜੀ ਤੋਂ ਉਤਰਨ ਨੂੰ ਰੋਕਣ ਲਈ ਰੇਲ ਦੇ ਦੋਵੇਂ ਸਿਰੇ ਸੀਮਤ ਬਲਾਕ ਹਨ।
12 ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ (1 ਸੈੱਟ)
(1) ਮੁੱਖ ਢਾਂਚਾ: ਸਟੀਲ ਪਲੇਟ ਵੈਲਡੇਡ ਤੇਲ ਟੈਂਕ, 300 ਕਿਲੋਗ੍ਰਾਮ ਦੀ ਸਮਰੱਥਾ ਅਤੇ ਹਰ ਕਿਸਮ ਦੇ ਤੇਲ ਦਬਾਅ ਵਾਲਵ, ਤੇਲ ਪੈਨਲ।
(2) ਪਾਵਰ: ਕਲਾਸ E 7.5KW ਮੋਟਰ ਅਤੇ ਤੇਲ ਪੰਪ, 30ML, ਆਮ ਦਬਾਅ 70kg / cm2, ਵੱਧ ਤੋਂ ਵੱਧ ਦਬਾਅ: 140kg / cm।
ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰ:
| ਮਾਤਰਾ | ਇੱਕ ਸੈੱਟ |
| ਬਾਲਣ ਟੈਂਕੇਜ | 300 ਲਿਟਰ |
| ਤੇਲ ਪੰਪ ਵਿਸਥਾਪਨ | 25 ਮਿ.ਲੀ./ਆਰ |
| ਸਿਸਟਮ ਕੰਮ ਕਰਨ ਦਾ ਦਬਾਅ | 12 ਐਮਪੀਏ |
| ਮੋਟਰ ਦੀ ਸ਼ਕਤੀ | 7.5 ਕਿਲੋਵਾਟ |
| ਠੰਢਾ ਕਰਨ ਦਾ ਤਰੀਕਾ | ਹਵਾ ਠੰਢਾ ਕਰਨਾ |
| ਕੰਮ ਕਰਨ ਦਾ ਤਾਪਮਾਨ | 0℃—60℃ |
| ਸੇਵਾ ਸਮੱਗਰੀ | N68 ਐਂਟੀ-ਵੇਅਰ ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ |
ਰਚਨਾ ਅਤੇ ਵਰਤੋਂ: ਪੂਰੀ ਉਤਪਾਦਨ ਲਾਈਨ ਦੇ ਹਾਈਡ੍ਰੌਲਿਕ ਹਿੱਸੇ ਦੇ ਸੰਚਾਲਨ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ। ਕੇਂਦਰੀਕ੍ਰਿਤ ਨਿਯੰਤਰਣ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਸਿਸਟਮ ਵਿੱਚ ਇੱਕ ਹਾਈਡ੍ਰੌਲਿਕ ਸਟੇਸ਼ਨ, ਮਲਟੀਪਲ ਵਾਲਵ ਸਟੈਕ ਅਤੇ ਕਈ ਪਾਈਪਲਾਈਨਾਂ ਸ਼ਾਮਲ ਹਨ। ਮੁੱਖ ਤੌਰ 'ਤੇ ਤੇਲ ਟੈਂਕ ਬਾਡੀ, ਤੇਲ ਪੰਪ ਇਲੈਕਟ੍ਰਿਕ ਯੂਨਿਟ, ਹਾਈਡ੍ਰੌਲਿਕ ਵਾਲਵ ਪਾਈਲ, ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਈਪਲਾਈਨ, ਆਦਿ ਹਨ।
13 ਇਲੈਕਟ੍ਰਿਕ ਕੰਟਰੋਲ ਸਿਸਟਮ
(1) ਇਲੈਕਟ੍ਰਾਨਿਕ ਕੰਟਰੋਲ ਓਪਰੇਟਿੰਗ ਟੇਬਲ।
(2) ਪਾਵਰ ਸਪਲਾਈ ਵੋਲਟੇਜ: ਤਿੰਨ-ਪੜਾਅ 380VAC ± 10% ਫ੍ਰੀਕੁਐਂਸੀ: 50Hz ± 1
(3) ਰਚਨਾ ਅਤੇ ਵਰਤੋਂ: ਸਿਸਟਮ ਇੱਕ ਓਪਰੇਸ਼ਨ ਸਟੇਸ਼ਨ ਨਾਲ ਲੈਸ ਹੈ, ਪੂਰੀ ਲਾਈਨ ਕੇਂਦਰੀਕ੍ਰਿਤ ਨਿਯੰਤਰਣ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਓਪਰੇਸ਼ਨ ਸਟੇਸ਼ਨ ਵਿੱਚ ਡਿਜੀਟਲ ਡਿਸਪਲੇਅ, ਉੱਚ ਅਤੇ ਘੱਟ ਗਤੀ ਵਿਵਸਥਾ, ਮੈਨੂਅਲ ਫੀਡ, ਨਿਰੰਤਰ ਸੈਗਮੈਂਟੇਸ਼ਨ, ਫਾਲਟ ਅਲਾਰਮ ਅਤੇ ਹੋਰ ਫੰਕਸ਼ਨ ਹਨ। ਤਾਈਵਾਨ ਯੋਂਗ ਹੋਂਗ ਕੰਪਨੀ ਦੇ ਉਤਪਾਦਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਸਪੀਡ ਰੈਗੂਲੇਸ਼ਨ ਸਿਸਟਮ, ਪ੍ਰੋਗਰਾਮ ਕੰਟਰੋਲਰ (PLC)। ਹੋਰ ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਟਰੋਲ ਕੰਪੋਨੈਂਟ ਆਯਾਤ ਕੀਤੇ ਉਤਪਾਦ ਜਾਂ ਉਸੇ ਗ੍ਰੇਡ ਦੇ ਸਾਂਝੇ ਉੱਦਮ ਉਤਪਾਦ। ਕੰਸੋਲ, ਪੁਸ਼-ਬਟਨ ਬਾਕਸ, ਖੋਜ ਕੰਪੋਨੈਂਟ ਅਤੇ ਕੇਬਲ ਅਤੇ ਤਾਰ। ਟੱਚ ਸਕ੍ਰੀਨ ਕੰਟਰੋਲ ਦੇ ਨਾਲ, ਇਹ ਸਪੀਡ, ਮੈਨੂਅਲ ਅਤੇ ਆਟੋਮੈਟਿਕ ਸਵਿਚਿੰਗ ਸਮੇਤ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੇ ਮਾਪਦੰਡਾਂ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਸੈੱਟ ਅਤੇ ਸੋਧ ਸਕਦਾ ਹੈ, ਅਤੇ ਹਰੇਕ ਹਿੱਸੇ ਦੀ ਸੰਚਾਲਨ ਸਥਿਤੀ ਦੀ ਨਿਗਰਾਨੀ ਕਰ ਸਕਦਾ ਹੈ। ਉਤਪਾਦਨ ਲਾਈਨ ਦੇ ਸੁਰੱਖਿਅਤ ਅਤੇ ਕੁਸ਼ਲ ਸੰਚਾਲਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓ।
14 ਬ੍ਰਾਂਡ ਅਤੇ ਸਪਲਾਇਰ ਵੇਰਵਾ:
ਮਕੈਨੀਕਲ ਹਿੱਸਾ
| ਕ੍ਰਮ ਸੰਖਿਆ | ਨਾਮ | ਨਿਰਮਾਤਾ | ਟਿੱਪਣੀਆਂ |
| 1 | ਬੇਅਰਿੰਗ | ਜਪਾਨ ਨੇ NSK ਆਯਾਤ ਕੀਤਾ | ਮੇਜ਼ਬਾਨ ਨੂੰ ਵੰਡੋ |
| 2 | ਬੇਅਰਿੰਗ | ਹਾ ਧੁਰਾ, ਟਾਈਲ ਧੁਰਾ | ਸਹਾਇਕ ਉਪਕਰਣ |
| 3 | ਮੋਟਰ ਗੇਅਰ ਮਸ਼ੀਨ | ਯਿੰਗ ਏ | |
| 4 | ਗੇਅਰ ਰੀਡਿਊਸਰ | ਗੁਓ ਐਮ.ਏ.ਓ |
ਨਿਊਮੈਟਿਕ ਉਪਕਰਣ
| ਕ੍ਰਮ ਸੰਖਿਆ | ਨਾਮ | ਨਿਰਮਾਤਾ | ਟਿੱਪਣੀਆਂ |
| 1 | ਏਅਰ ਸਿਲੰਡਰ | ਘਰੇਲੂ ਗੁਣਵੱਤਾ ਵਾਲੇ ਉਤਪਾਦ | |
| 2 | ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਵਾਲਵ | ਤਾਰੇ | |
| 3 | ਸਪੀਡ ਕੰਟਰੋਲ ਵਾਲਵ | ਤਾਰੇ |
ਹਾਈਡ੍ਰੌਲਿਕ ਹਿੱਸਾ
| ਕ੍ਰਮ ਸੰਖਿਆ | ਨਾਮ | ਨਿਰਮਾਤਾ | ਟਿੱਪਣੀਆਂ |
| 1 | ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਦਿਸ਼ਾਤਮਕ ਵਾਲਵ | ਤੇਲ ਕੁਨ | |
| 2 | ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਰਿਲੀਫ ਵਾਲਵ | ਤੇਲ ਕੁਨ | |
| 3 | ਚਿਲਰ | ਘਰੇਲੂ ਗੁਣਵੱਤਾ ਵਾਲੇ ਉਤਪਾਦ |
ਬਿਜਲੀ ਦਾ ਕੁੱਲ
| ਕ੍ਰਮ ਸੰਖਿਆ | ਨਾਮ | ਸਪਲਾਇਰ |
| 1 | ਪੀ.ਐਲ.ਸੀ. | ਤਾਈਵਾਨ ਯੋਂਗ ਹਾਂਗ |
| 2 | ਮਨੁੱਖੀ-ਕੰਪਿਊਟਰ ਇੰਟਰਫੇਸ | ਵੇਲੁਨ, ਤਾਈਵਾਨ |
| 3 | ਬਾਰੰਬਾਰਤਾ ਟ੍ਰਾਂਸਫਾਰਮਰ | ਹੁਈਚੁਆਨ |
| 4 | ਸਹਾਇਕ ਰੀਲੇਅ | ਸਨਾਈਡਰ |
| 5 | ਆਮ ਮੋਟਰ | ਜਿਆਂਗ ਸ਼ੇਂਗ |
| 6 | ਘੱਟ ਵੋਲਟੇਜ ਵਾਲੇ ਹਿੱਸੇ | ਸਨਾਈਡਰ |
15 ਬੇਤਰਤੀਬ ਲਗਾਵ:
(1) ਮਕੈਨੀਕਲ ਫਾਊਂਡੇਸ਼ਨ, ਬੋਲਟ ਵੰਡ ਅਤੇ ਉਤਪਾਦਨ ਲਾਈਨ ਲੇਆਉਟ ਡਰਾਇੰਗ ਦੀ ਇੰਸਟਾਲੇਸ਼ਨ ਡਰਾਇੰਗ।
(2) ਅਟੈਚਮੈਂਟ: 20 ਟੁਕੜੇ; 120 ਇਕੱਠੇ ਕੀਤੇ ਨਾਈਲੋਨ ਪਾਈਨਜ਼; 20 ਟੈਂਸ਼ਨ ਪੀਸ; 120 ਟੈਂਸ਼ਨ ਪਾਈਨਜ਼; 1 ਕਟਰ ਸ਼ਾਫਟ।
| ਕ੍ਰਮ ਸੰਖਿਆ | ਵਰਣਨ ਵੇਰਵਾ | ਸਪਲਾਈ ਦਾ ਦਾਇਰਾ | ਟਿੱਪਣੀਆਂ | |
| ਵਿਕਰੇਤਾ | ਖਰੀਦਦਾਰ |
| ||
| 1 | ਡਿਜ਼ਾਈਨ | |||
| 1.1 | ਡਿਜ਼ਾਈਨ ਸ਼ਡਿਊਲ | √ |
|
|
| 1.2 | ਮਸ਼ੀਨ ਡਿਜ਼ਾਈਨ | √ |
|
|
| 1.3 | ਮਸ਼ੀਨ ਦੇ ਸੰਚਾਲਨ ਲਈ ਇਲੈਕਟ੍ਰੀਕਲ ਡਿਜ਼ਾਈਨ | √ |
|
|
| 1.4 | ਹਵਾ ਦੇ ਦਬਾਅ ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਦਬਾਅ ਲਈ ਸਰਕਟ ਡਿਜ਼ਾਈਨ | √ |
|
|
| 1.5 | ਉਤਪਾਦਨ ਲਾਈਨ ਦਾ ਲੇਆਉਟ ਡਿਜ਼ਾਈਨ | √ |
|
|
| 2 | ਬਣਾਉਣਾ | |||
| 2.1 | ਸਮਾਂ-ਸਾਰਣੀ ਬਣਾਓ | √ |
|
|
| 2.2 | ਨਿਰਮਾਣ ਦਾ ਮਕੈਨੀਕਲ ਅਤੇ ਇਲੈਕਟ੍ਰੀਕਲ ਹਿੱਸਾ | √ |
|
|
| 2.3 | ਨਿਰਮਾਣ ਦਾ ਨਿਰੀਖਣ ਅਤੇ ਟੈਸਟਿੰਗ | √ |
|
|
| 2.4 | ਸਪਰੇਅ ਪੇਂਟ | √ |
|
|
| 2.5 | ਪੈਕ | √ |
|
|
| 3 | ਡਿਲੀਵਰੀ ਦੀਆਂ ਸ਼ਰਤਾਂ | |||
| 3.1 | ਸਾਈਟ 'ਤੇ ਅਨਲੋਡਿੰਗ |
| √ |
|
| 3.2 | ਸਾਈਟ ਅਨਲੋਡਿੰਗ ਉਪਕਰਣ (ਕਰੇਨ, ਆਦਿ) |
| √ |
|
| 3.3 | ਸਾਈਟ ਉਪਕਰਣ ਦੀ ਪੁਸ਼ਟੀ ਅਤੇ ਸਟੋਰੇਜ |
| √ |
|
| 4 | ਨੀਂਹ ਦਾ ਕੰਮ | |||
| 4.1 | ਸਿਵਲ ਇੰਜੀਨੀਅਰਿੰਗ ਫਾਊਂਡੇਸ਼ਨ ਡਿਜ਼ਾਈਨ | √ |
|
|
| 4.2 | ਫਾਊਂਡੇਸ਼ਨ ਇੰਜੀਨੀਅਰਿੰਗ ਅਤੇ ਸਲਾਹ-ਮਸ਼ਵਰਾ | √ |
| ਵਿਕਰੇਤਾ ਮੁੱਢਲਾ ਨਕਸ਼ਾ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ |
| 4.3 | ਮੁੱਢਲੇ ਕੰਮਾਂ ਦਾ ਨਿਰੀਖਣ | √ | √ |
|
| 4.4 | ਬੇ ਬੋਲਟ | √ |
|
|
| 4.5 | ਮਸ਼ੀਨ ਪੈਡ (ਫਲੈਟ ਪੈਡ ਆਇਰਨ, ਝੁਕਿਆ ਹੋਇਆ ਆਇਰਨ) | √ |
|
|
| 4.6 | ਮਕੈਨੀਕਲ ਫਾਊਂਡੇਸ਼ਨ ਵਿੱਚ ਗਰਾਊਟ ਅਤੇ ਮੋਰਟਾਰ ਪਾਏ ਜਾਂਦੇ ਹਨ। |
| √ |
|
| 4.7 | ਮੋਰਟਾਰ ਨੂੰ ਉਪਕਰਣ ਦੇ ਪੈਰ ਦੇ ਛੇਕ ਵਿੱਚ ਟੀਕਾ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ। |
| √ |
|
| 4.8 | ਕੰਕਰੀਟ ਵਿੱਚ ਦੱਬਿਆ ਹੋਇਆ (H-, ਆਦਿ) |
| √ |
|
| 5 | ਉਸਾਰੀ ਦਾ ਕੰਮ | |||
| 5.1 | ਇੰਸਟਾਲੇਸ਼ਨ ਉਪਕਰਣ (ਡਰਾਈਵਿੰਗ ਵਾਹਨ, ਟਰੱਕ ਕਰੇਨ, ਆਦਿ) |
| √ |
|
| 5.2 | ਬਦਲਣ ਵਾਲਾ ਔਜ਼ਾਰ | √ |
|
|
| 5.3 | ਇੰਸਟਾਲੇਸ਼ਨ ਸਮੱਗਰੀ (ਹਾਈਡ੍ਰੌਲਿਕ ਨਿਊਮੈਟਿਕ ਪਾਈਪ ਅਤੇ ਵਾਇਰਿੰਗ) | √ |
|
|
| 6 | ਸੁਰੱਖਿਆ ਸਾਵਧਾਨੀਆਂ | |||
| 6.1 | ਡਿੱਚ ਕਵਰ ਪਲੇਟ ਅਤੇ ਸਬਮਰਸੀਬਲ ਪੰਪ |
| √ |
|
| 6.2 | ਗਾਰਡਰੇਲ | √ |
|
|
| 7 | ਹਾਈਡ੍ਰੌਲਿਕ ਹਵਾ ਦਾ ਦਬਾਅ ਅਤੇ ਠੰਢ ਇੰਜੀਨੀਅਰਿੰਗ | |||
| 7.1 | ਹਾਈਡ੍ਰੌਲਿਕ ਯੂਨਿਟ |
|
|
|
| 7.2 | ਹਾਈਡ੍ਰੌਲਿਕ ਡਰੇਨ ਇੰਜੀਨੀਅਰਿੰਗ (ਉਪਕਰਨਾਂ ਵਿੱਚ) | √ |
|
|
| 7.3 | ਹਾਈਡ੍ਰੌਲਿਕ ਡਰੇਨ ਪਾਈਪ ਦਾ ਕੰਮ (ਖਾਈ ਵਿੱਚ) | √ |
|
|
| 8 | ਇਲੈਕਟ੍ਰੀਕਲ ਇੰਜੀਨੀਅਰਿੰਗ | |||
| 8.1 | ਲੋੜੀਂਦੀ ਪਾਵਰ ਇੰਸਟਾਲ ਕਰੋ |
| √ |
|
| 8.2 | ਸਬਸਟੇਸ਼ਨ ਤੋਂ ਕੰਟਰੋਲ ਪੈਨਲ ਅਤੇ ਡਿਸਟ੍ਰੀਬਿਊਸ਼ਨ ਕੈਬਨਿਟ ਤੱਕ ਪ੍ਰਾਇਮਰੀ ਕੇਬਲ |
| √ |
|
| 8.3 | ਇੱਕ ਕੇਬਲ ਖਾਈ |
| √ |
|
| 8.4 | ਮਸ਼ੀਨ ਨੂੰ ਮੇਨਲਾਈਨ ਕੈਬਨਿਟ ਦੀ ਸੈਕੰਡਰੀ ਵਾਇਰਿੰਗ | √ |
|
|
| 8.5 | ਸੈਕੰਡਰੀ ਵਾਇਰਿੰਗ ਲਈ ਕੇਬਲ ਸਲਾਟ | √ |
|
|
| 8.6 | ਮੋਟਰ ਅਤੇ ਡਰਾਈਵ ਕੰਟਰੋਲਰ | √ |
|
|
| 8.7 | ਮਸ਼ੀਨ ਵਿੱਚ ਵਾਇਰਿੰਗ ਅਤੇ ਡਰੇਨ ਪਾਈਪਿੰਗ | √ |
|
|
| 8.8 | ਬਿਜਲੀ ਵੰਡ ਕੈਬਨਿਟ ਤੱਕ ਹਰੇਕ ਲਾਈਨ | √ |
|
|
| 8.9 | ਰੋਸ਼ਨੀ ਅਤੇ ਬਿਜਲੀ ਦੇ ਉਪਕਰਨਾਂ ਦੀ ਵਰਤੋਂ ਦੀ ਪ੍ਰਵਾਨਗੀ |
| √ |
|
| 9 | ਟੈਸਟ ਰਨ | |||
| 9.1 | ਟੈਸਟ ਰਨ ਲਈ ਸਮੱਗਰੀ |
| √ |
|
| 9.2 | ਟੈਸਟ ਵਰਕਰ |
| √ |
|
| 9.3 | ਤੇਲ ਟੀਕਾ, ਗੇਅਰ ਤੇਲ, ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ, ਆਦਿ |
| √ |
|
| 9.4 | ਓਪਰੇਟਿੰਗ ਰੱਖ-ਰਖਾਅ ਦੇ ਸਾਧਨ | √ |
|
|
| 10 | ਸਿਖਲਾਈ ਅਤੇ ਵਿਕਰੀ ਤੋਂ ਬਾਅਦ ਦੀ ਸੇਵਾ | |||
| 10.1 | ਓਪਰੇਸ਼ਨ ਮੈਨੂਅਲ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਮੈਨੂਅਲ | √ |
|
|
| 10.2 | ਸੰਚਾਲਨ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਦੀ ਸਿਖਲਾਈ | √ |
| |
(1) ਸੁਰੱਖਿਆ ਅਲਾਰਮ ਚੇਤਾਵਨੀ ਪ੍ਰਣਾਲੀ;
1. ਹਰੇਕ ਪੋਸਟ ਲਈ ਜੁਆਇੰਟ ਓਪਰੇਸ਼ਨ ਕੰਡੀਸ਼ਨ ਪੁਸ਼ਟੀਕਰਨ ਲਾਕ (ਸੇਫਟੀ ਲਾਕ) ਅਤੇ ਅਲਾਰਮ ਪ੍ਰੋਂਪਟ ਨੂੰ ਕੌਂਫਿਗਰ ਕਰੋ।
2. ਹਰੇਕ ਓਪਰੇਟਿੰਗ ਸਟੇਸ਼ਨ, ਜਿਸ ਵਿੱਚ ਫੀਡਿੰਗ, ਮੁੱਖ ਓਪਰੇਸ਼ਨ, ਅਨਲੋਡਿੰਗ, ਆਦਿ ਸ਼ਾਮਲ ਹਨ, ਅਲਾਰਮ ਨੂੰ ਸੁਤੰਤਰ ਤੌਰ 'ਤੇ ਚਲਾ ਸਕਦਾ ਹੈ।
3. ਜਦੋਂ ਹਰੇਕ ਚਲਦਾ ਯੰਤਰ ਕੰਮ ਕਰ ਰਿਹਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਅਲਾਰਮ ਵੱਜਦਾ ਹੈ।
(2) ਸੇਫਟੀ ਇੰਟਰਲਾਕ ਡਿਵਾਈਸ (ਗੰਭੀਰ ਖਤਰੇ ਵਾਲੇ ਹਿੱਸੇ ਲਈ ਇਨਫਰਾਰੈੱਡ ਖੋਜ ਅਤੇ ਅਲਾਰਮ)
(3) ਉਪਕਰਣ ਕਲਿੱਪ ਰੋਲਰ, ਕਨੈਕਟਿੰਗ ਸ਼ਾਫਟ, ਰੋਟੇਟਿੰਗ ਚੇਨ, ਐਕਸਪੋਜ਼ਡ ਬ੍ਰੇਕ ਪੈਡ ਅਤੇ ਹੋਰ ਓਪਰੇਟਿੰਗ ਬਾਡੀਜ਼ ਨੂੰ ਸਲੀਵ ਦੇ ਆਲੇ-ਦੁਆਲੇ ਸੁਰੱਖਿਆ ਕਵਰ ਅਤੇ ਸੁਰੱਖਿਆ ਰੇਲਿੰਗ ਨਾਲ ਲੈਸ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
(4) ਖਤਰਨਾਕ ਹਿੱਸਿਆਂ ਅਤੇ ਉਪਕਰਣਾਂ ਦੇ ਮਹੱਤਵਪੂਰਨ ਹਿੱਸਿਆਂ ਲਈ ਚੇਤਾਵਨੀ ਸੰਕੇਤ
(5) ਘੁੰਮਦੀ ਬਾਡੀ ਨੂੰ ਸਪੱਸ਼ਟ ਰੰਗਾਂ ਨਾਲ ਚਿੰਨ੍ਹਿਤ ਕੀਤਾ ਜਾਵੇਗਾ, ਜੋ ਕਿ ਬਾਡੀ ਉਪਕਰਣ ਦੇ ਰੰਗ (ਪੀਲੇ ਰੰਗ ਵਿੱਚ) ਤੋਂ ਵੱਖਰਾ ਹੋਵੇਗਾ।
1. ਖਰੀਦਦਾਰ ਉਪਕਰਣ ਇੰਟਰਫੇਸ ਨੂੰ ਠੰਢਾ ਪਾਣੀ ਅਤੇ ਗੈਸ ਸਰੋਤ ਪ੍ਰਦਾਨ ਕਰੇਗਾ।
2. ਖਰੀਦਦਾਰ ਕੋਲ ਬਿਜਲੀ ਸਪਲਾਈ ਵੰਡ ਬਾਕਸ (ਤਿੰਨ ਪੜਾਅ ਪੰਜ ਲਾਈਨਾਂ) ਹੋਵੇਗਾ, ਜਿਸਦੀ ਸਮਰੱਥਾ ਯੂਨਿਟ ਦੀਆਂ ਬਿਜਲੀ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
3. ਪਾਵਰ ਡਿਸਟ੍ਰੀਬਿਊਸ਼ਨ ਬਾਕਸ ਵਿੱਚ ਤਿੰਨ ਤੋਂ ਵੱਧ ਆਊਟਲੈੱਟ ਟਰਮੀਨਲ ਹਨ।
4. ਪਾਵਰ ਡਿਸਟ੍ਰੀਬਿਊਸ਼ਨ ਬਾਕਸ ਮੁੱਖ ਓਪਰੇਸ਼ਨ ਕੈਬਨਿਟ ਤੋਂ 5 ਮੀਟਰ ਦੇ ਅੰਦਰ ਹੈ।
5. ਖਰੀਦਦਾਰ ਓਪਰੇਟਿੰਗ ਸਟੇਸ਼ਨ ਨੂੰ ਬਿਜਲੀ ਸਪਲਾਈ ਨਿਰਦੇਸ਼ਤ ਕਰਨ ਲਈ ਜ਼ਿੰਮੇਵਾਰ ਹੈ।
6. ਖਰੀਦਦਾਰ ਇੱਕ ਏਅਰ ਕੰਪ੍ਰੈਸਰ ਪ੍ਰਦਾਨ ਕਰੇਗਾ।
7. ਖਰੀਦਦਾਰ ਵਿਕਰੇਤਾ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤਾ ਗਿਆ ਗੇਅਰ ਤੇਲ, ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ, ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਅਤੇ ਤੇਲ ਗ੍ਰੇਡ ਪ੍ਰਦਾਨ ਕਰੇਗਾ।
8. ਖਰੀਦਦਾਰ ਕਮਿਸ਼ਨਿੰਗ ਲਈ ਜ਼ਰੂਰੀ ਸਮੱਗਰੀ ਅਤੇ ਸੰਬੰਧਿਤ ਸਹਾਇਕ ਔਜ਼ਾਰ ਅਤੇ ਉਪਕਰਣ ਪ੍ਰਦਾਨ ਕਰੇਗਾ।